Les produits principaux incluent la tige de noyau de tuyau d'acier de la dilatation Φ108-Φ1420 thermique, tige de noyau de coude de la poussée Φ18-Φ1219, moule en acier de coude de soudage bout à bout Φ219-Φ2020, moule du coude Φ18-Φ914 (tige de noyau de coude), moule de pièce en t de la pression Φ219-Φ1219, moule de tuyau du réducteur Φ25-Φ1219, moule froid d'acier inoxydable de la poussée Φ159-Φ630. Les matières premières principales pour la production sont chute d'acier inoxydable, chute d'acier au carbone, métaux non ferreux et d'autres matériaux auxiliaires.
Nous fournissons la matrice de moule de montage de tuyau de lingotière de moulage mécanique sous pression poussant la barre creusée de courbure et toutes sortes de moules correspondants et les matrices pour toute notre machine de garnitures de tuyau. Le mandrin et la bobine d'induction correspondante pour le coude formant la machine. Le mandrin est principalement machiné de 18-8, de 2520, de K18, d'acier d'acier inoxydable et allié. Il tient compte de la production des coudes du conduit avec le diamètre entre 21 et 1,620mm, rayon de courbure de 1D-3D, et épaisseur de paroi de 5-80 millimètres.
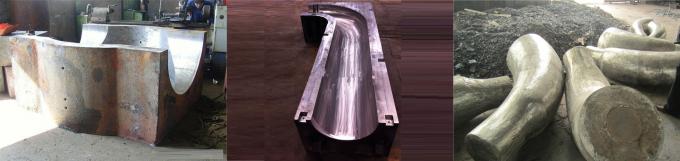
Le mandrin pour la matrice de moule de montage de tuyau de lingotière de moulage mécanique sous pression poussant la barre creusée de courbure vient avec une forme de klaxon de boeuf, et est nécessaire pendant le processus de formation chaud. En raison de la conception spéciale de forme, il permet le diamètre augmentant tout en créant le recourbement.
Quand la section de tuyau traverse le mandrin, le mandrin sera prise fermement par l'intermédiaire d'un mécanisme se tenant. Puis, un chariot, qui peut être hydrauliquement conduit ou mécaniquement conduit par l'intermédiaire des leadscrews, sera disponible pour pousser la section de tuyau pour se déplacer le long du mandrin. En dehors du mandrin, il y a une bobine d'induction qui sert à chauffer la section de tuyau. Après le chauffage complet, le chariot autre pousse la section de tuyau pour la décharger, et un coude du conduit est créé ainsi. Des matrices de classement par taille de coude sont spécialisées en classant la dimension des coudes après sa première formation chaude, les spécifications des matrices pourraient être jusqu'à 2 distribuent de diamètre, et elles pourraient également être fabriquées basé sur la condition et le croquis adaptés aux besoins du client.
Moule de mandrin d'alliage et matrice de moule de montage de tuyau de lingotière de moulage mécanique sous pression poussant la barre creusée de courbure pour la formation chaude de coude. Le modèle d'utilité se rapporte à un moule de formation industriel pour la bobine de moteur en bas du crochet d'avance, qui appartient à la production de moteur, en particulier à un moule universel de coude pour la bobine de bobine de moteur en bas du crochet d'avance.
Le tube, le choix de montage de tuyau de la chaud-fonte ou de la courbure, les garnitures de tuyau et la chaud-fonte meurent.
Le coude formant le moule est fait, et les moules concaves supérieurs et inférieurs du moule sont faits par les produits symétriques standard de coude le long du plan central du cercle de coude.
Il y a des relations approximativement égales entre le diamètre intérieur à la cannelure de coude du moule et le diamètre extérieur au biseau du coude de formation.
Les supérieurs et les inférieurs meurent sont soudés au cadre de soutien ont fait de la plaque d'acier. Le cadre de soutien est un corps de boîte soudé avec des plaques d'acier, qui est principalement soudé par le plat supérieur, les plats latéraux et les plaques de maintien.
Un certain nombre de plaques de maintien sont arrangées au milieu de la boîte pour rayonner uniformément avec le centre de la rotation du supérieur et inférieur mourez. Les cannelures semi-circulaires et supérieur et s'abaisser pour mourir courbures qui sont coupées au milieu de la plaque de maintien et pour assortir les diamètres extérieurs du stimulant et pour abaisser des matrices de matrice. Soudure de groupe de la surface externe de la tête. La périphérie de la plaque de maintien est soudée au plat supérieur de la boîte.
La structure globale de la matrice de moule de montage de tuyau de moule moule et du moulage mécanique sous pression poussant la barre creusée de courbure est stable et rigide, et la transmission de force est également distribuée. Le processus est simple, le coût est bas, et le cycle de production est court. Vous pouvez également commander tous les autres modèles. Matériel. Mandrin de courbure
Notre matrice de moule de montage de tuyau de lingotière de moulage mécanique sous pression poussant des matériaux de tête de mandrin de barre creusée et de coude de courbure sont généralement ZG1Cr18Ni9Ti, ZG3Cr20Ni14, ZG1Cr25Ni20Si2, ZG0Cr20Ni25, etc., la force à hautes températures et la résistance à l'usure ont graduellement augmenté, et le prix a également augmenté en conséquence.
La tête poussée de mandrin de coude est divisée en courbure simple, double courbure et courbure multiple selon le rayon de courbure.
Pour la simple-courbure, la double-courbure, et les mandrins de multi-courbure, la force poussée est graduellement réduite, et le coût de production est graduellement augmenté. Selon la forme en coupe, il est divisé en deux types : section transversale circulaire et section transversale elliptique. La section transversale circulaire est simple pour faire et le coût est bas, mais l'ellipticité et le taux de éclaircissement du coude sont trop grands. Différent, l'ellipse et le taux de éclaircissement du coude de poussée soyez petit.
Heiyan a choisi un mandrin avec une section transversale ovale. Selon qu'ou pas il y a une section de formation, elle est divisée en tête de mandrin avec une section de formation et tête de mandrin sans section de formation. La matrice de moule de montage de tuyau de lingotière de moulage mécanique sous pression poussant le mandrin de barre creusée de courbure avec la section formée est compliquée pour fabriquer, coût élevé et long temps d'utilisation ; le mandrin sans section formée est simple pour fabriquer et coût bas.
Et le mandrin et matrice de moule de montage de tuyau de lingotière du moulage mécanique sous pression poussant la matière de barre creusée de courbure employée dans notre usine a les caractéristiques de la résistance à l'usure, de la résistance de recourbement et de la résistance à l'impact forte, et la surface est lumineuse et propre, appropriée à l'extrusion du cuivre, du fer, de l'aluminium, du zinc, de l'acier inoxydable et d'autres métaux.


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!




